Wastage and addition
Most materials need specialist tools and equipment to shape and form them - polymers are no exception because of the unique The mechanical, physical or optical properties of materials that define how they behave in use. they generally possess.
When marking out on the surface of a polymer, especially on a sheet of acrylic, a A wax or grease-based pencil that can write on most non-porous surfaces. is used as this will mark on the Shiny. surface. If no such pencil is available, an alcohol-based permanent marker would also work to mark a line to cut to.

Polymers that are cut by hand are usually done by a coping saw, or sometimes a A common tool used for cutting metals and polymers. - if it is a smaller piece of polymer then a junior hacksaw can be used. Once the polymer is cut close to a marked line, a A common tool used for finishing and shaping. can be used to remove up to the desired line. Files can be bought in different shapes, sizes and cutting grades - a rough-cut file can remove polymers faster than a smooth file and should always be used first.

Plastics can be drilled by using a variety of different drill bits, which work by twisting into a piece of material:
- twist drills - used to simply drill a hole of a fixed diameter into a piece of timber
- countersink bits - used to profile a hole so that the top of a screw can sit flush with a surface
A Used to make round holes in timber and other materials. is used to improve production speed and to drill through various A straight line which joins two points on the circle and passes through the centre is a diameter. of plastic.
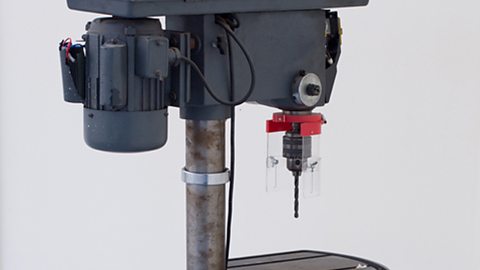
Drill bits are inserted into the Used to hold a drill piece in place on a pillar drill and tightened by using a chuck key. of a pillar drill. Once the material is secured, the lever lowers the drill bits into the plastic, forming a hole. The A hole through an object that is large enough to enable threads of a screw or bolt to pass through but not the shank of the screw or bolt. must be very slightly bigger than the The head of a screw or bolt. of the screw. This is so that the shank can move freely in the clearance hole. The A small hole drilled first as a guide to for a large hole or screw. must be smaller than the The main thickness of a screw. of the screw so that the core fits tightly into it. If the screw head is to lie flush with the surface of the plastic, the hole must be enlarged or countersunk.
To ensure accuracy, A tool used to aid the repetition of a process and/or to hold a work in place. and A solid shape that is often used to make a mould. can be used during the process of drilling, bending and moulding plastic. Jigs and formers can also be reused to repeat the processes to produce identical products.
